|
 | |
This section is dedicated to Engine build and build data.
We will also chronicle current builds with commentary and photo's.
The tool room build is what this first chronicle will be titled. Tool Room implies a certain level of quality, inspection and metrology. Measurements carried out with Mahr Instruments, Sylvac Trimos, Zeiss Surfcom, Starrett CMM.
These techniques are used in a totally blueprinted application. We will take three of everything and focus on the culmination of the best of these parts to make one wide open throttle, tool room grade master piece.
The basic scope is to build an engine that will run WOT for prolonged periods at or near the programmed rev limit.
While basic explanations will be provided with photos it is beyond the scope of these postings to explain every technique and purpose.
The fuel maps and boost character of this particular turbo motor build will be custom and provided for optimization from dyno pulls. Final dyno maps will be provided to one of the major eeprom groups for custom programming of the final eeprom sets..
Nothing happening here is by chance!
Cylinder Head Work - Update 11-12-2011
Explanation in brief:
Intake Side Cylinder head work:
CNC and hand porting Psuedo-D, micro textured N7-8, and manifold runner matched.
Manifold runners were ported to the Psuedo-D shape to match the port and Microtextured.
New port size based on percentage of surface area.
Studs and Sleeves were manufactured to align everything properly.
The Manifold runner is an extension of the port.
This is an O-Ringed design, using custom made viton o-rings.
Once complete a thin film of anaerobic methacrylic will seal the backside of the 4451ASR-PortMasters©™, but remains serviceable..
 
Exhaust Side Cylinder head work:
Parts on the 4451/52 head, as common knowledge, are ceramic liners. These are not serviceable.
But we would likely change very little with regard to this head anyway. That said, exhaust gas vector rings have been designed
and will be fit. These are light press, and undisclosed material. The photos show basic soft 6061 prototype install. That alloy cannot be used here. For a more extensive explanation of the ideology behind these rings go to "intake and exhaust", on this website. Also the geometry will go undisclosed, as there is a defined shape. Rings at ports 1 and 4 differ slightly form 2 and 3 in size and shape. The exhaust manifold flanges have been machined and with light polish, staying clear the flange-to-pipe weldment is very important.
 
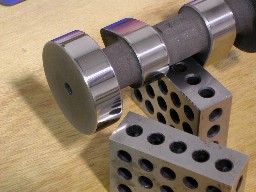
CAM Shaft
Factory CAM Shaft. Of the three cam shafts this is the one that was nearly perfect in every aspect.
The two other candidates, one had worn journals and the other of the three had lobe pitting.
The cam shaft with the lobe pitting was a 52 cam and was dimensionally perfect. After further inspection of this particular cam shaft the cause became apparent. We found two factory spring broken. The previous "builder" had added an extra 1mm shim. Resonance was most likely the cause. The lifters at those postions had extensive crown damage. This is important as it destroyed this top end.
The previous builder is a know quantity and shockingly built and sold this 52 motor with this configuration.
This cam candidate has a Diamond Lap, N2 micro finish on the journals. The material is likely going to prevent any further polishing beyond this level. The lobe peak, base radii and key locations on the lobes have been measured and polished to N2 Micro finish as well. The final finish may be a bit tighter. The journals are not slated for coating at present, but this may change depending on the serviceability and finish to the cam house bearing surfaces.
The spec on the journals are 0 to -.00002 O.D. of each other, and the lift measured +/- .0001..
Once finished should be nice.
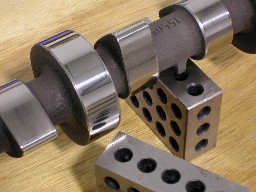
Crank Shaft
Crank Pins and Journals have been lapped to size and polished. The crank is ready for surf analysis to measure surface uniformity and finish.
Crank oil system will go unchanged.
Photos will be posted soon.
Con-rod Piston Pin Bush
 
 
This was a test press for fit and finish.
Pictured, the 4451ASR in house Con-rod, "little-end" gudgeon pin bushings. These are cut to size based on material thermodynamics and are shrink fit. As pictured, with flashing left from the machining process and the bores are not finished as there will be an annular oil grove and holes at 10/2. This oiling system cannot be machined until the bush is pressed. The bore will be cut to final size and lapped to surface finish once all machining is complete. Surface finish is paramount with this particular material and must be micro finished.
The mass of these bushes are +/-.02 grams of each other, as pictured. These are about 3-4 grams lighter than the factory CuSnFe composite. While there is not a great amount of power to be found here the idea is superior oiling and friction reduction with a superior surface finish and bore size. Again this is about accuracy and quality.
4451ASR bespoke - Modified Factory Con-Rods, are nearing completion. We are continually amazed that no two Factory Connecting Rods are the same. Regardless the four candidates will be carefully litened and balanced.
These photos are dynamic and will change as will as the content as the build progresses.
|
|
| |